今回設計士さんから依頼されたドアは3つあります。
昨日投稿したドアは本体の上面部分に取り付け、残り2つは燃料の補給口と室内から炎を鑑賞するドアです。
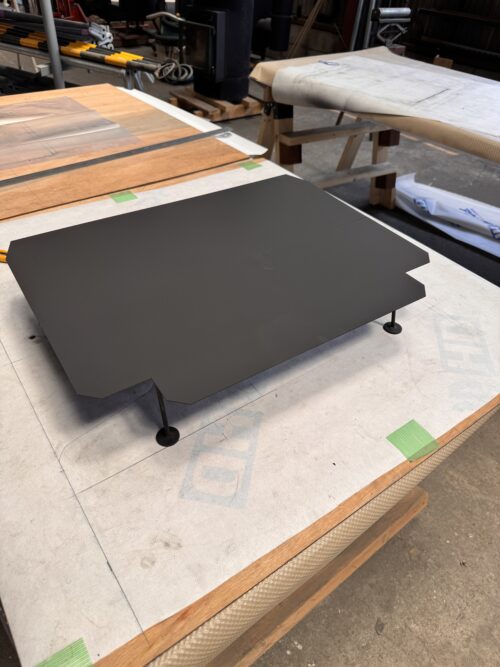
まず最初に作ったのは制作の難易度が高いと思われる燃料の補給口。

何が困難かと申しますと、ドアが飛び出しておらず本体のフランジと面一仕上げ。
海外のおしゃれなストーブや韓国のイベントでもよく見るスタイルでドアが本体から飛び出さずにスッリキとした外観に仕上がるのが特徴的。
見た目が良い感じなのはよくわかるけど、今まで作った経験が無いのでドアと枠の隙間や丁番の形状、ドアロックの方法など悩むポイントは無数にあり、考えても仕方ないのでエイヤッと製図を行い部品を注文してみました。

部品入荷後検品を行い仮組を行ってみると数点寸法を間違えていたので追加発注を行うと同時に可動部分の製作に着手。
製作順序は、本体内部に埋没した部分を先に作り外枠に溶接するんだけど半自動溶接機を使用するとスパッタの除去が難しい形だったので試しにTIG溶接機をメインで作ってみました。
TIGは溶接速度が遅く、あらかじめ鉄板の黒皮を除去しないとブローホールが発生するので準備に時間がかかる反面仕上げが化粧になるので、製作する対象物に応じて溶接方法を変更することも大切な要素。
完成品のひずみが少ないし個人的にはナイスなセレクトだと思いました。
写真では伝わらないけど、扉をロックして固定する感覚もいい感じで拘束するので満足のゆく仕上がりです。

次に作ったのはサウナの室内から炎を鑑賞するドアになります。
この形状はいつもSDで作りこんでいる形だから精神的負担が少ない状況で作る事が出来ました。
ドアのロックはハンドルの支点が扉より飛び出さないように設計したので少しだけ細工が必要です。

フライス盤を使用してもっとコンパクトに部品を作ればもう少し省スペースの設計が可能なんだけど、現状でも望む性能を満たしているのでこれでOK。
ドアの製作に関しては溶接によって発生するヒズミの修正が重要なパートであり、油圧ジャッキを用いて一番曲がっている場所を起点に全体的な整合が取れるよう慎重に押して行くのが職人技チックで面白い。
そして今回はTIGを多用したので、黒皮除去に色々な研磨剤を試してみました。
値段と性能のバランスが良くお勧めなのが日本レジトンのブルーセラック。
オフセット砥石と比較して研磨剤がやわらかいので対象物への追従が良くて研削力も強いのがポイントで慣れてしまえば赤色のオフセット砥石を使う機会が激減しちゃいました。
そんな感じで、めでたく注文を頂いたドア3つは何とか形だけ仕上げることに成功です。






コメント