薪ストーブの製作
今週から、注文を頂いている薪ストーブを底冷えする工場で作っています。
薪ストーブのデザインって作る人の個性って言うか、製作者の特徴がめちゃ出ますね。
何個か作るうちに自分の中で馴れた加工方法や好みの形状が固まってきて、それが個性になっていくんだと思います。
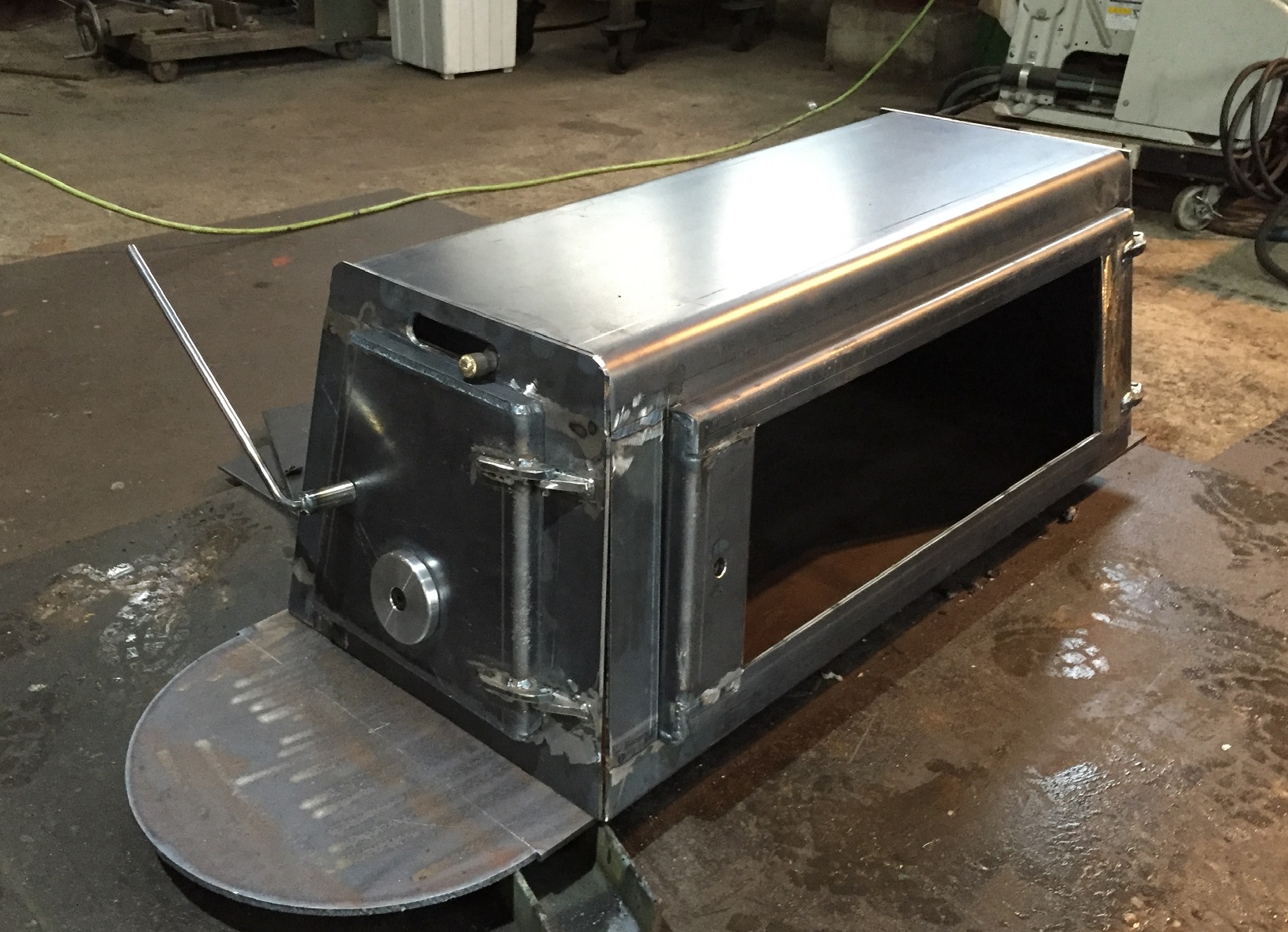
私の場合作って行くうちに、角が丸い形状が好きになりました。
ストーブの角って突き合わせて角を強調するか、角を折って丸くするか、付き合わせた角に曲げ加工した化粧を貼り付けてデザインする方法を思いつきます。その中で、私は角を折って丸くするデザインが好きです。
硬い鋼板の角が丸いと、柔らかな印象が出るので、そのアンバランス感が好きです。
角があるのと無いのでは印象が全く変わると思います
ちなみにこれが角がある試作品

ロケットストーブ
角を丸くした製品

しかし私自身、曲げ加工は出来ませんので図面をつくり加工してもらいます。
ちょっと複雑な曲げ加工になると展開の伸び計算が面倒なのか、材料屋さんでは加工を受け付けてもらえず、製缶板金が得意な会社へお願いします。
私が曲げ加工が好きになれる大きな理由は、腕の良い加工をしてくれる加工屋さんが居るからです。
ひずみとの格闘
鋼板を突き合わせで溶接すると冷めた時に収縮して歪んでしまいます。
角の突き合わせだと大して気にならりませんが、平面で歪んでしまうと斜めから見た時に凸凹がとても目立つので気をつけて加工します。
分厚い鋼材を曲げ加工した後で付き合わせると、寸法が微妙に違うので治具で平面を求めながら仮付けを行います。 鋼板をぴったりと付け合わせて溶接すると、ひずみの修正が難しいので
ルート(鋼板間の隙間)をしっかり取って、開先(鋼板の端面の45度カット)を取って鋼板同士が内側へ引っ張る様にしつつ、ジャッキで歪む方向と逆に荷重をかけつつ、ひずみ防止にリブを仮溶接して行きます。
溶接も製品の両側からひずみが拮抗する様に走っていきます。
曲げ加工をしないので有ればこのような面倒な事は不要なのですが、製品の端面が丸いのが好きなので仕方有りません。
代替案で、鋼板を端面で突き合わせで脚長(溶接肉の長さ)を長く取り、サンダーで丸く仕上げる方法もあるのですが、一直線に綺麗なR仕上げに研磨するのは難しいし、6面の辺を全てサンダー掛けするのは煤塵や音が凄いので気が進みません。
今回は熱が多く掛かる部分の鋼板は全て9mmを使用しており、溶接部分は隙間を作って肉を流して行くから、しっかりとひずみを考慮した溶接の順番を考えないと取り返しの付かない事になるので気が引き締まります。
まとめ
製品の納期は3月なのでテストも十分に行って自分が納得出来る物を作りたいです。
秋から自分の工場で作っていた試作品とは異なり、納期がある仕事は不思議と気合いが入ります。
なにより図面上の物が形になっていくって。しばらく忘れていましたが
物作りって楽しいと感じます。
デザインから設計、加工、設置までのワンストップ仕事は初めてなので、全体の工程フローの勘所が未熟で不安に感じることもありますが
一人ぼっちの工場で工程を進める度にテンションが上がります
このような機会を下さった顧客に感謝です。








コメント